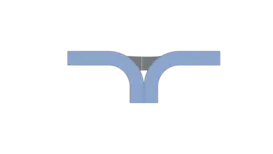
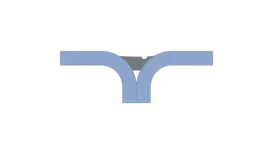
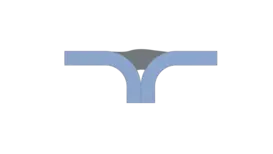
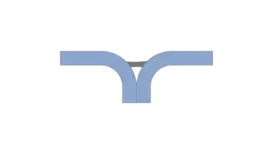
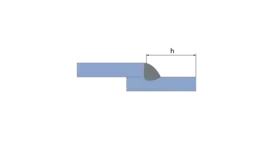
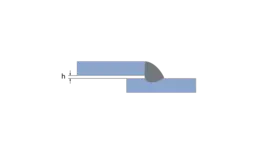
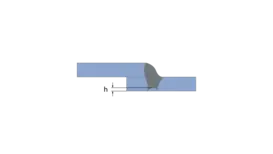
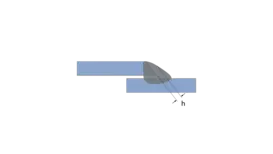
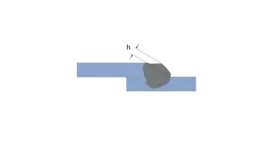
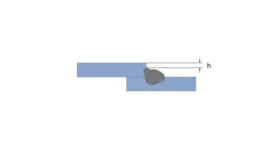
Kaynak işlemi tamamlandıktan sonra sonucun kontrol edilmesi gerekir. Eksik, çift, dalgalı veya diğer türden hatalı kaynak gibi düzensizlikler, 2D/3D profil sensörleri tarafından güvenilir şekilde algılanır ve tanımlanan arayüz üzerinden bilgisi verilir. Optik kontrol yaygın bir otomatik test yöntemidir. Bu test sürecinde, profil sensörü kullanımı önemli avantajlar sağlar: Kaynak dikişlerinin kontrol edilmesi ve analiz edilmesi için gereken süre, test kalitesinden ödün vermeden kısalır.